Tags for: 电弧炉
工业炉发展史

工业炉的创造和发展对人类进步起着十分重要的作用。中国在商代出现了较为完善的炼铜炉,炉温达到1200℃,炉子内径达0.8米。在春秋战国时期,人们在熔铜炉的基础上进一步掌握了提... (more…)
电炉强化供氧技术

提高电炉吨钢用氧量,是强化电炉冶炼、提高电炉节奏最有效手段之一。喷吹1Nm3氧气相当于向炉内供给3-4kwh电能。目前,电炉炼钢氧气产生的化学能在电炉能量输入中已占了较大的比例... (more…)

大容量电弧炉炼钢对电网干扰的抑制方法
介绍大容量电弧炉引起电网电压波动和闪变等问题。提出了优化电弧炉结构设计,采用内部减少对电网的干扰和外部补偿措施相结合的方法抑制电弧炉对电网的干扰,并介绍了目前国内... (more…)
电炉自动炼钢生产控制模型
电炉自动炼钢的内涵可以分为两个层次:第一层次,代替入(手)进行吹氧、供电及加料操作,同时进行冶炼终点的自动判定,将这一层次仍称为自动炼钢;第二层次,代替入(脑)进行冶... (more…)
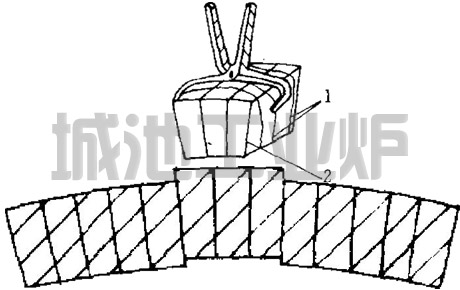
用型砖砌筑拱顶孔洞
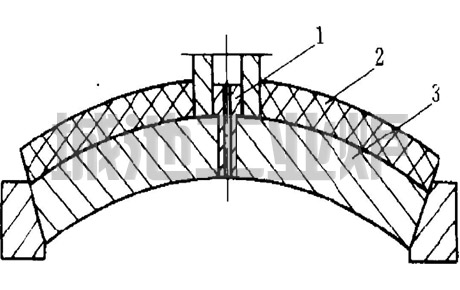
拱顶内孔洞的砌筑要求较高,无论是孔洞的形状、尺寸和位置,都应严格控制。热电偶孔的砌筑:炉顶采用耐火粘土砖砌筑的燃料炉,经常使用方形热电偶管。砌筑时应设法将方管夹砌... (more…)
耐火材料在电弧炉上的使用

电弧炉炼钢是一个复杂的高温过程,炉内温度高(可达1700℃?1800℃)、气氛变化大、冶炼周期短。炉衬损坏因素电弧炉炉衬经常处在高温、熔渣侵蚀和急冷急热的状态下,工作条件是极... (more…)
电弧炉的修理内容

电弧炉的修理内容 修理类别修理内容小修1.检査炉壳结构,局部修理损坏部分2.检査并修补装料口、出钢槽的砖衬3.检査炉衬,并进行局部修理4.检査、调整炉子机械传动部分,并加油润... (more…)

城池工业炉
工业炉导航


联系信息
+(86) 0551-8776 6627
+(86) 138 6612 6226
hfchengchi@163.com
安徽·合肥·庐江·军二中路17号
www.chengchi.net
 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监