镍铬合金元件的焊接

关键词:镍铬,合金元件,焊接,铁铬铝,电阻丝,气焊,裂纹,烧损,夹渣,变形,角焊,电炉丝,
镍铬合金元件的焊接
镍铬合金的焊接性能比铁铬铝为好,一般采用气焊,镍铬电阻丝作焊丝。气焊的关键与焊接铁铬铝时一样,是要掌握好火焰和温度。气焊时宜采用中性焰或轻微碳化焰,因为碳化焰会产生增碳作用,不但脆性增大,而且还容易产生裂纹;氧化焰会造成熔化金属的氧化和合金元素的烧损,致使焊缝产生气孔、 夹渣以及力学性能降低。
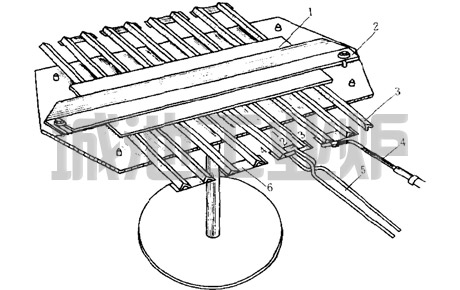
图 组装三角形电阻带用夹具
1—石棉板 2—压紧角钢 3—三角形电阻带 4—气焊嘴 5—丁字形钳 6—连接板
火焰体积要小,焰心要直,热量要集中,这样不仅便于操作,并能减少焊接接头的热影响区宽度和焊件变形。温度要掌握好,如温度过高,合金元素烧损多,容易出现夹渣、气孔,影响元件强度,甚至会引起连接板中间断裂;如温度过低,则加热时间就长,也易产生夹渣、气孔和焊不透的缺陷,结果电阻增加,缩短元件的使用寿命。
镍铬合金的焊缝为连续焊缝,其厚度应等于或大于元件的截面。
三角形电阻带的组装焊接是在专用夹具上进行的,操作时必须注意下列事项:
1、将三角带放上专用夹具,一头找齐,衬上石棉板后,压平压紧。
2、点焊全部连接板。连接板两端应长出1mm,以利焊接。
3、由于三角带和连接板的厚度不同,必须预热到700℃?800℃后方可焊接。
4、焊接连接板的顺序是先内侧后外侧,并由外向里焊,不然则易变形。
5、如三角带的两边高低不平,必须靠齐再焊。
6、焊接连接板时要顺序交叉进行,否则会产生扇状变形。
7、操作时采用平面角焊,倾斜角度约30%这样不仅操作方便,而且有利金属熔液流动焊牢。
8、焊后必须让其自然冷却,不能立即从夹具上取下,否则极易变形。
镍铬合金元件的焊接:https://www.chenchr.com/Ni_Cr_welding.html
上一篇:电热合金元件的连接方法,下一篇:铁铬铝合金电热元件的焊接








城池工业炉
工业炉导航


联系信息
+(86) 0551-8776 6627
+(86) 138 6612 6226
hfchengchi@163.com
安徽·合肥·庐江·军二中路17号
www.chengchi.net
 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监