第7页_热处理

箱式电阻炉出口
面对这一情况,检验人员不是只简单地判定为不合格一走了之,而是与企业技术人员一起查找问题、分析原因,并针对企业存在的问题,采取了相应措施。一是考虑到该企业为首次出口... (more…)

预热器使用中常出现的问题
烟气在预热器前或在其中发生二次燃烧由于燃料在工业炉内燃烧不完全,烟气中含有可燃成分,进入预热器时或在预热器中与漏入烟道的空气相遇,便发生二次燃烧,致使损坏预热器。... (more…)

管状喷流预热器的维修
维修时必须注意K列事项:设定期对预热器用压缩空气或蒸汽进行吹扫,清除管壁上的烟灰。对固体燃料应每月清灰一次,对液体燃料应每3个月清灰一次,以保持预热器的高效热工性能长... (more…)
管状喷流预热器的制作与安装
制作与安装管状喷流预热器时,必须注意下列事宜:在供风系统中必须考虑有热风放散系统,以保证有一定量的空气通过预热器,避免在热负荷太低时烧坏预热器。在排烟系统中必须考... (more…)

石墨电极的消耗
在电炉的冶炼过程中,石墨电极被逐渐消耗,综合起来,大致可分为烧损和断裂两类。烧损:这种消耗可分为长度消耗和周界表面消耗。其中长度消耗主要是电极端头蒸发 (电弧高温作用... (more…)

硅钼棒使用时应注意的事项
硅钼棒的使用寿命一般在500h?1000h范围内。它与硅碳棒不同,其电阻随使用时间无明显的变化,几乎保持恒定,因此,在同一电炉内新老元件可以同时连接使用。如前所述,硅碳棒在... (more…)

硅钼棒的安装
硅钼棒在高温时(1500℃以上)有些软化,低温时又硬又脆,为了避免温变时产生应力,有利于元件的热胀冷缩,最好采用自由垂直的吊挂安装方法,如图所示。吊装元件的拆换也较方便... (more…)

硅碳棒的使用
硅碳棒在高温下使用时,由于缓慢氧化使电阻增大。一般认为,其寿命是指电阻增大到约为安装时 电阻值的4倍所经历的时间。硅碳棒的氧化反应按下式进行:SiC+2〇2→Si02+C02高温时反应... (more…)

硅碳棒的安装
硅碳棒的安装方法通常有3种:上下水平安装、上部水平安装和两侧垂直安装。当用上下水平安装硅碳棒时,炉内温度分布比较均匀,但炉底板下面的硅碳棒容易发生过热和过早损坏现象。... (more…)

针状预热器的安装
针状预热器因管子法兰间有许多接头,气密性差。例如4根~5根管子的针状预热器,其泄漏率为3%~5%,而80~100根管子的针状预热器可达20%~30%。影响针状预热器气密性的主要因素是安装... (more…)
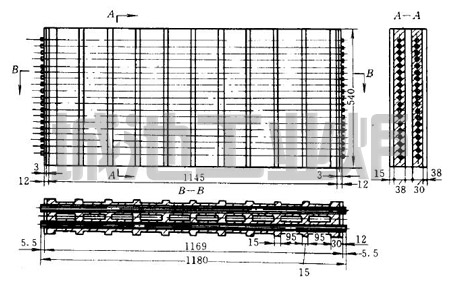
针状预热器针状管的制作技术条件
针状预热器是由许多标准化的针状管联接组成。目前使用的针状管有长度为880mm、1135mm、1385mm和1640mm 的4 种。长度为880mm的双侧针状管,管的两端有盒状法兰,法兰的侧面应予加工根据管... (more…)
管状预热器的制作与安装
这是一种对流型金属预热器,一般采用无缝钢管制作,其内径为15mm?100mm,壁厚3mm?5mm。其特点是气密性好,不仅可以预热空气,也可预热煤气。管状预热器的结构形式较多,管子的形... (more…)
整体预热器的维修
工业炉预热器修前应全面检查下列情况:烧坏程度:如管子烧坏数量大于10%.—般需要换新的。漏气情况:预计修理后能通过试压者为可修,否则为不可修。变形程度:检查两头气箱和框... (more…)
整体预热器的制作
制造时,必须注意下列事项:1、将管束骨架(不带两头的端头)进行点焊组立。2、将组立好的骨架浸人水槽中,用0.2MPa的压缩空气对管束骨架的每根管子进行气密性试压。3、管子骨架... (more…)

电炉炼钢成本攀升螺纹钢成品材价格提升
日本电炉钢厂普遍认为,电炉炼钢成本攀升,而螺纹钢成品材价格偏低,几乎无盈利空间,钢厂正密切关注订单和生产情况。日本非钢铁联合企业协会(Fudenko)称,影响电炉钢厂成本的因... (more…)


 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监