电阻带的弯制

关键词:电阻带,弯制,波纹形,三角形,夹具,热弯,变形,敲正,冲制,退火,箱式电阻炉,三角带,脱模,裂纹,压偏,
电阻带的弯制
电阻带使用时多半弯制成波纹形电阻带,但当电炉功率较大时,则可制成三角形电阻带。
1、波纹形电阻带的弯制:波纹形电阻带的弯制是在专用夹具上进行的。弯制专用夹具由工作台、定位轴和手柄组成。工作台可用20mm 左右厚的钢板制成,根据电阻带波纹形的宽度和圆角半径,钻有一定数量的孔。定位轴的直径和高度应根据波纹形的圆角半径和电阻带的宽度决定。手柄上的活动槽是用于调节波纹形的圆角半径。套筒应能自由转动,其高度应与带宽相适应。
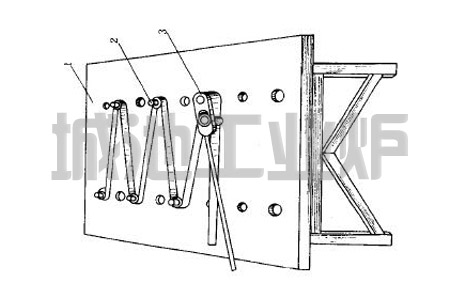
图 弯制电阻带专用夹具
1-工作台 2-定位轴 3-手柄
弯制波纹形电阻带时,必须注意下列事项:
1)弯曲时必须用力均匀,不能过猛。
2)当电阻带厚度较大,弯曲困难时,必须进行热弯,一般采用电焊机通电加热或用气焊局部加热至250℃?300℃。
3)套筒与被弯电阻带的距离最好不要大于lmm。
4)定位轴必须适当多些,最好一根电阻带一次弯成,以免产生变形。
5)弯制的电阻必须规正,如有变形或尺寸不符要求,必须及时在工作平台上用手锤敲正。
当电阻带的厚度较小时,可采用夹具弯制。
瑞典康太尔公司采用夹具来弯制电阻带。卡爪B和B1必须经常保持在图示的位置。每条波纹都是由拉杆F(R)转动大约180°而形成。然后,从A-B位移到A1-B1位,交替移动或变换方向。安装另一种半径的卡爪(A、B),就可改变间距。
2、三角形电阻带的冲制:对用作三角形电阻带的材料有两点要求:
1)带状盘料必须呈退火状态。硬度过高,冲压时则易脆裂;硬度过低,则难以脱模。如料未经退火,可在箱式电阻炉内加热至850℃,保温2h即可。
2)侧弯要小,一般不宜超过4mm/m,否则冲压成的三角带不易等边,两边出现高低不平,这不仅造成焊接困难,而且在使用过程中也易变形。
三角形电阻带的冲制工艺如下:
1)下料:如带状盘料的镰刀弯较大,可先在校直机上整形,然后再行平直。在冲床上按规定尺寸下料,要求尺寸准确,两端齐平。
2)模具:模具结构比较简单,上模用5mm钢板固定在冲头上即成。安装模具时 必须严格保证上面冲板和下模的同心度,以免压偏三角带。
3)冲压:在15t冲床上冲压成形。冲压时必须注意下列事项:
①将带料平整地放在凹模的定位槽内,位居正中,以防压偏。
②分两次压成,因一次冲压变形量过大,往往容易出现裂纹。
③冲压时如脱模困难,可在模上涂一层薄机油。
电阻带的弯制:https://www.chenchr.com/resistance_band_b.html










城池工业炉
工业炉导航


联系信息
+(86) 0551-8776 6627
+(86) 138 6612 6226
hfchengchi@163.com
安徽·合肥·庐江·军二中路17号
www.chengchi.net
 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监