连续炉金属构架的修理

关键词:连续炉,构架,修理,炉膛,密封,炉盖,砂封,炉门,炉顶,
连续炉金属构架的修理
为使连续炉内气氛稳定,防止空气进入炉膛及炉气 从炉膛内逸出,炉体的密封性具有十分重要的意义。 因此,炉壳钢板均应采取连续不透气焊缝;炉体连接处需采用石棉垫进行密封;炉盖需用砂封;进出料端设有前、后室,并装有双炉门交替开启等。
炉壳的组装焊接对无罐炉的密封性有着密切的关系,因此,必须重视炉壳的焊接质量。
炉壳下料时要做到形状和尺寸正确,组装交接时要符合图样要求。钢板的对焊是在地面上进行,所有孔洞要在组装后才许开设,所有焊缝令部采用连续不透气焊缝,焊缝高度应与被焊金属厚度相同,而且必须采取双面焊接。焊接过程中如有变形,必须随时整形:如敲击或喷洒冷水等办法,但最好不要采用热校。

图 炉壳组装的联接方法
焊接完了,整个炉壳的几何形状和轮廓尺寸都要符合图样要求,底部水平,孔位正确,焊缝应用煤油进行试漏检査其密封性。最后在炉壳内部涂以防锈漆。
炉顶密封盖用厚4mm钢板焊成。吊放时要注意防止变形,尤其是不能对角斜吊。为了防止受热后的膨胀变形,还应用压板固定。每次大修后,应全部更换砂封槽内的硅石粉,
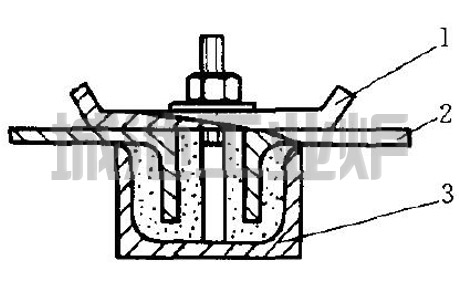
图 炉盖用压板固定
1 一压板2—炉盖 3—砂封槽
前、后室的门框用铸铁制成,一般有3°?7°的斜度,利用炉门自重压封,使炉门紧靠门框。门框的贴合面用刮研加工。侧进料炉门和炉门框,经过刮研后 其接触面积不小于6点/cm2?12/cm2,配合间隙不大于0.08mm。
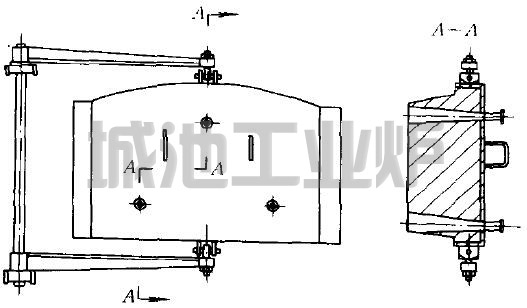
图 后炉门
炉门也是事故门,由于支承点 设在中间部位,可以任意转动,且能上下调节,因此关闭严密。
连续炉金属构架的修理:https://www.chenchr.com/cfurnace_mf_repair.html
连续炉金属构架的修理相关内容









城池工业炉
工业炉导航


联系信息
+(86) 0551-8776 6627
+(86) 138 6612 6226
hfchengchi@163.com
安徽·合肥·庐江·军二中路17号
www.chengchi.net
 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监