第7页_热处理知识_热处理

硅碳棒的使用
硅碳棒在高温下使用时,由于缓慢氧化使电阻增大。一般认为,其寿命是指电阻增大到约为安装时 电阻值的4倍所经历的时间。硅碳棒的氧化反应按下式进行:SiC+2〇2→Si02+C02高温时反应... (more…)

硅钼棒的安装
硅钼棒在高温时(1500℃以上)有些软化,低温时又硬又脆,为了避免温变时产生应力,有利于元件的热胀冷缩,最好采用自由垂直的吊挂安装方法,如图所示。吊装元件的拆换也较方便... (more…)

硅钼棒使用时应注意的事项
硅钼棒的使用寿命一般在500h?1000h范围内。它与硅碳棒不同,其电阻随使用时间无明显的变化,几乎保持恒定,因此,在同一电炉内新老元件可以同时连接使用。如前所述,硅碳棒在... (more…)

石墨电极的消耗
在电炉的冶炼过程中,石墨电极被逐渐消耗,综合起来,大致可分为烧损和断裂两类。烧损:这种消耗可分为长度消耗和周界表面消耗。其中长度消耗主要是电极端头蒸发 (电弧高温作用... (more…)

发黑常见问题及处理方法
发黑常见问题及处理方法1、花斑现象; 2、附着力不牢;3、“变色”问题;4、药液失效快。一、避免发黑出现花斑现象:发黑工件表面发黑后颜色不匀,甚至有花斑现象。主要原因:... (more…)

电热辐射管的常见故障排除
电热辐射管的常见故障排除元件短路1.电阻丝、电阻带绕缠或绑扎不紧,与钢管接触2.电阻丝在2根芯管之间过渡不当3.耐热芯管或瓷盘断裂4.氧化皮掉落管底过多1.电阻丝应经退火,并绕紧... (more…)

预热器的要求
预热器是利用炉子排出的烟气余热,将预热器壁加热,预热器壁再将通入其内的煤气或燃烧所需的空气进行预热。工业炉使用预热器是节约燃料(可节约10%?30%)、提高炉温、改善燃烧过程... (more…)
预热器的分类
预热器按传热方式分:有辐射型、对流型、辐射对流型。按结构形式分:有固定式、回转式、整体、 管状、针状等。在机械工厂中常用的预热器绝大多数是金属预热器,这是由于金属预... (more…)
整体预热器的制作
制造时,必须注意下列事项:1、将管束骨架(不带两头的端头)进行点焊组立。2、将组立好的骨架浸人水槽中,用0.2MPa的压缩空气对管束骨架的每根管子进行气密性试压。3、管子骨架... (more…)
整体预热器的维修
工业炉预热器修前应全面检查下列情况:烧坏程度:如管子烧坏数量大于10%.—般需要换新的。漏气情况:预计修理后能通过试压者为可修,否则为不可修。变形程度:检查两头气箱和框... (more…)

管状预热器的制作与安装
这是一种对流型金属预热器,一般采用无缝钢管制作,其内径为15mm?100mm,壁厚3mm?5mm。其特点是气密性好,不仅可以预热空气,也可预热煤气。管状预热器的结构形式较多,管子的形... (more…)

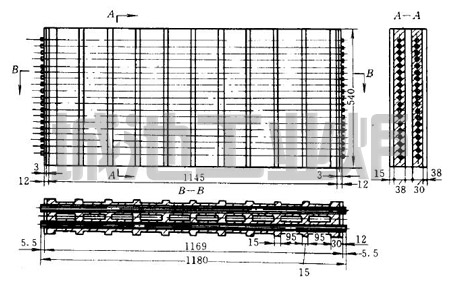
针状预热器针状管的制作技术条件
针状预热器是由许多标准化的针状管联接组成。目前使用的针状管有长度为880mm、1135mm、1385mm和1640mm 的4 种。长度为880mm的双侧针状管,管的两端有盒状法兰,法兰的侧面应予加工根据管... (more…)
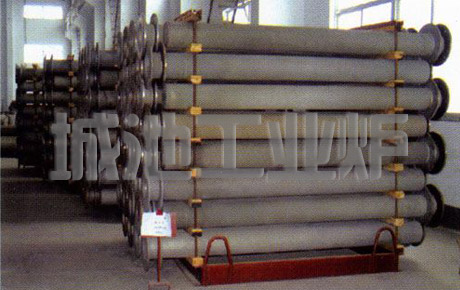
针状预热器的安装
针状预热器因管子法兰间有许多接头,气密性差。例如4根~5根管子的针状预热器,其泄漏率为3%~5%,而80~100根管子的针状预热器可达20%~30%。影响针状预热器气密性的主要因素是安装... (more…)
辐射管的特点
在采用可控气氛的各种热处理炉中,为了避免燃料燃烧产物与工件的接触,或是为了避免炉气对电热元件的侵蚀,将燃料燃烧或电能转变的过程放在耐热钢管中进行,让热量通过管壁辐射... (more…)


 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监